





本文提供了数控铣床编程的参考程序,旨在帮助用户实现高效加工。文章详细介绍了编程步骤和技巧,包括选择合适的刀具、设置合适的切削参数、编写程序代码等。通过遵循这些指南,用户可以提高加工效率,减少加工时间,同时保证加工质量。这篇文章为数控铣床编程提供了实用的参考,有助于提高生产效率和加工精度。
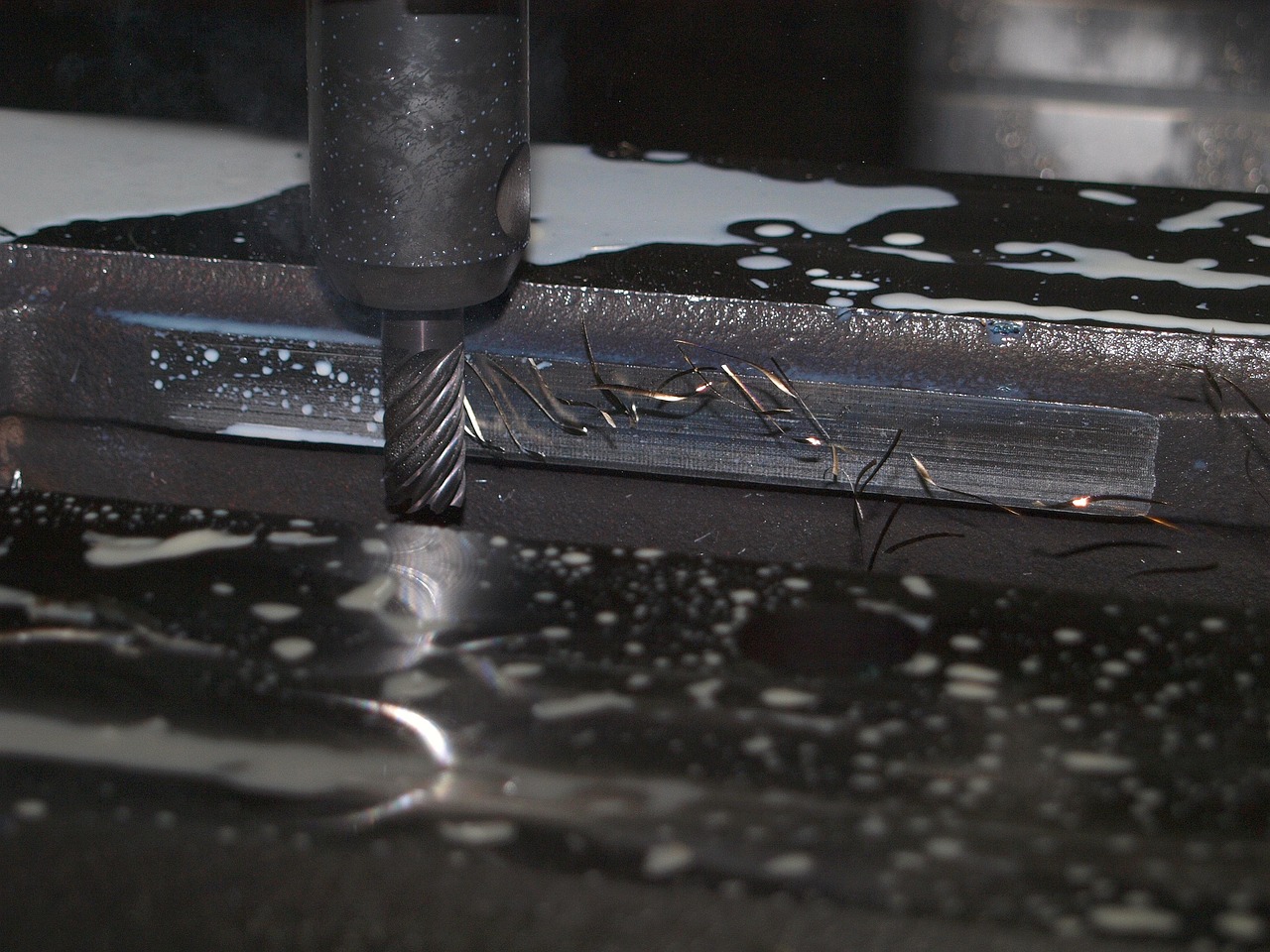
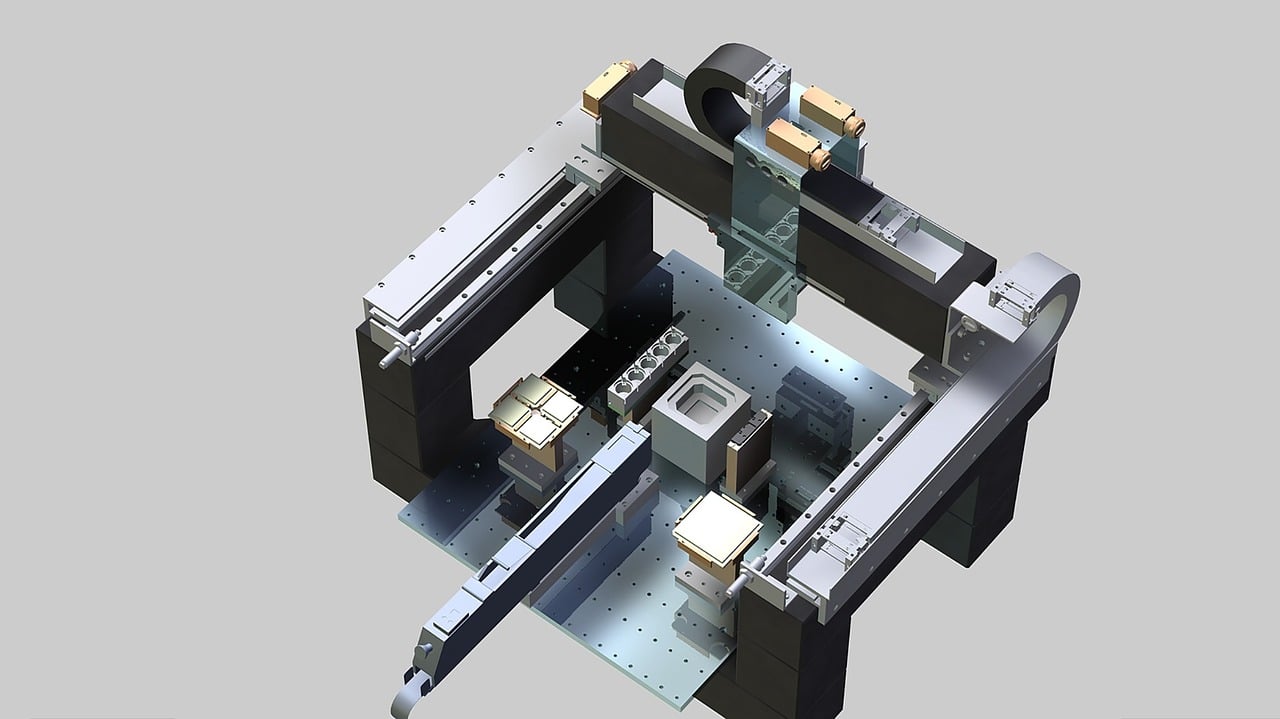
在现代制造业中,数控铣床因其高精度、高效率和灵活性而成为不可或缺的设备,编程是数控铣床操作的核心,它决定了加工的质量和效率,本文将提供一个数控铣床编程的参考程序,帮助操作者理解编程的基本步骤和关键要素,以实现高效、精确的加工。
数控铣床编程是一个涉及多个步骤的复杂过程,它要求操作者不仅要有扎实的机械加工知识,还要熟悉数控系统和编程语言,一个好的编程参考程序可以帮助操作者避免常见的错误,提高加工效率和产品质量。
编程前的准备
在开始编程之前,操作者需要进行以下准备工作:
理解加工图纸:仔细阅读并理解加工图纸上的所有尺寸、公差和表面要求。
选择合适的刀具:根据加工材料和加工要求选择合适的刀具,包括刀具的类型、尺寸和。
材质确定加工路径:规划刀具的移动路径,以确保加工效率和刀具寿命。
设置加工参数:确定切削速度、进给速度和切削深度等参数。
编程语言选择
数控铣床通常使用G代码(ISO标准)或M代码(美国标准)进行编程,以下是一些基本的G代码和M代码示例:
G00:快速定位,用于刀具移动到起始点。
G01:直线插补,用于刀具沿直线移动。
G02:顺时针圆弧插补,用于刀具沿顺时针圆弧移动。

G03:逆时针圆弧插补,用于刀具沿逆时针圆弧移动。
M03:主轴正转。
M05:主轴停止。
编程步骤
3.1 程序开头
编程的开头通常包括程序号、程序名和初始化代码:
O1001 (程序号) (程序名) G17 G21 G40 G49 G80 G90 (初始化代码)
3.2 刀具选择和刀具长度补偿
选择合适的刀具并设置刀具长度补偿:
T01 M06 (选择刀具1并换刀) G43 H01 Z100.0 M08 (刀具长度补偿,主轴启动,冷却液开启)
3.3 快速定位到起始点
使用G00代码快速定位刀具到起始点:
G00 X0 Y0 Z5.0 (快速移动到X0, Y0, Z5.0)
3.4 粗加工
进行粗加工,使用G01代码进行直线插补:
G01 Z-5.0 F100.0 (Z轴下降到-5.0,进给速度100mm/min) G01 X50.0 Y0 F200.0 (沿X轴移动到50.0,进给速度200mm/min)
3.5 精加工
精加工通常在粗加工完成后进行,以提高表面质量:
G01 Z-10.0 F50.0 (Z轴下降到-10.0,进给速度50mm/min) G01 X100.0 Y0 F100.0 (沿X轴移动到100.0,进给速度100mm/min)
3.6 退刀和程序结束
完成加工后,刀具需要退到安全位置,并关闭主轴和冷却液:
G00 Z5.0 (快速移动到Z5.0) G00 X0 Y0 (快速移动到X0, Y0) M09 (冷却液关闭) M05 (主轴停止) M30 (程序结束)
程序调试和优化
编程完成后,需要在机床上进行调试,以确保程序的正确性和加工的精度,调试过程中可能需要调整切削参数、刀具路径或补偿值。
安全注意事项
在编程和加工过程中,安全是最重要的考虑因素,以下是一些基本的安全注意事项:
- 确保所有安全装置都已正确安装并处于工作状态。
- 在启动程序之前,检查刀具和工件的位置,确保没有干涉。
- 在加工过程中,不要将手或身体任何部位靠近旋转的刀具。
- 使用防护罩保护操作者免受飞溅的切屑伤害。
数控铣床编程是一个需要精确和细致的工作,通过遵循上述参考程序,操作者可以提高编程的效率和加工的质量,每个加工任务都有其独特性,因此操作者需要根据实际情况调整程序,持续的学习和实践是提高数控铣床编程技能的关键。
是一个数控铣床编程参考程序的概述,它提供了编程的基本框架和一些关键的G代码示例,实际操作中,编程的复杂性可能会根据具体的加工任务和机床型号有所不同,操作者应根据机床手册和加工要求,灵活调整和优化程序。
转载请注明来自我有希望,本文标题:《数控铣床编程参考程序,高效加工的指南》
 京公网安备11000000000001号
京公网安备11000000000001号 浙ICP备17005738号-1
浙ICP备17005738号-1