





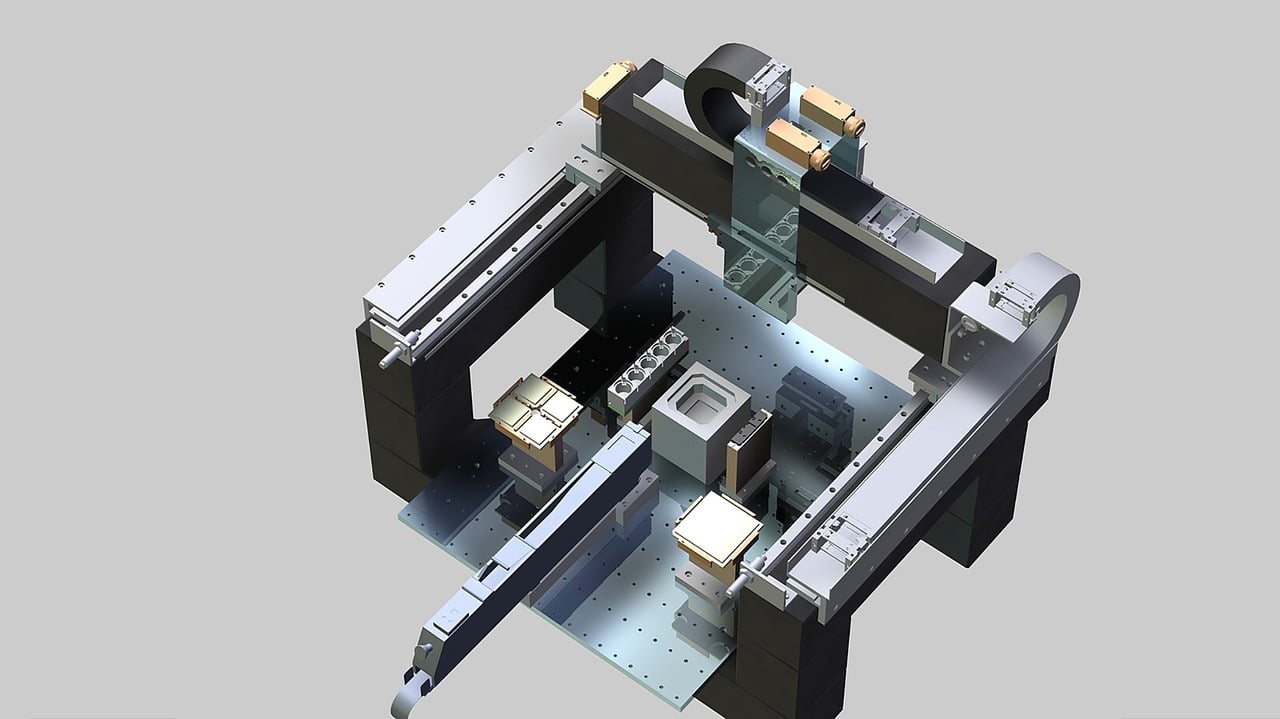
数控车床作为一种高精度、高效率的机械加工设备,在现代制造业中扮演着举足轻重的角色,换刀程序的正确编写对于保证加工精度和提高生产效率至关重要,本文将详细介绍数控车床换刀程序的编程方法,帮助操作者更好地理解和掌握这一技能。
1. 理解数控车床换刀原理
在开始编写换刀程序之前,首先需要了解数控车床的换刀原理,数控车床通常配备有自动换刀装置(ATC),它能够在程序控制下自动更换刀具,换刀过程包括刀具的识别、刀具的更换、刀具的定位等步骤。
2. 换刀程序的基本结构
换刀程序通常由以下几个基本部分组成:
M代码:用于控制换刀动作的机床指令代码。
T代码:用于指定刀具编号。
G代码:用于控制刀具移动路径和速度。
S代码:用于控制主轴转速。
F代码:用于控制进给速度。

3. 编写换刀程序的步骤
1 确定刀具编号
在编写换刀程序之前,需要确定每把刀具的编号,这些编号通常在数控系统的刀具库中预设,并且与实际刀具一一对应。
2 编写换刀指令
换刀指令通常由M代码和T代码组成,M06 T01表示使用刀具编号为01的刀具进行换刀。
3 控制刀具移动路径
使用G代码来控制刀具的移动路径,G00 X0 Y0表示快速移动到X0 Y0的位置。
4 刀具定位
在换刀过程中,需要确保刀具能够准确定位到换刀位置,这通常涉及到使用G代码来控制刀具的精确移动。
5 刀具识别
在自动换刀装置中,刀具识别是一个重要的步骤,这可以通过M代码来实现,例如M06用于触发换刀动作。
6 刀具更换
刀具更换通常由ATC自动完成,但有时也需要通过程序来控制,M06 T02表示更换到编号为02的刀具。
4. 换刀程序示例

下面是一个简单的换刀程序示例:
(程序开始) N10 G00 X20 Z5 (快速移动到换刀位置) N20 M06 T01 (换刀到编号01的刀具) N30 G00 X100 Z100 (移动到加工位置) N40 S500 M03 (设置主轴转速为500RPM并启动主轴) N50 G01 X50 Z-20 F100 (以100mm/min的进给速度进行切削) (程序结束)
5. 注意事项
刀具编号一致性:确保程序中的刀具编号与实际刀具编号一致。
刀具长度补偿:在换刀后,如果刀具长度发生变化,需要进行刀具长度补偿。
刀具磨损监测:定期检查刀具磨损情况,并在程序中做出相应调整。
安全操作:在编写和执行换刀程序时,始终遵循安全操作规程。
6. 换刀程序的优化
减少换刀次数:通过优化加工路径和刀具选择,减少不必要的换刀次数。
提高换刀速度:通过优化换刀程序,减少换刀时间,提高生产效率。
刀具预调:在程序中预设刀具参数,减少换刀后的调整时间。
7. 结论
数控车床换刀程序的编写是一个涉及多个方面的复杂过程,需要操作者具备一定的数控知识和实践经验,通过本文的介绍,希望能够为读者提供一个清晰的换刀程序编写指南,帮助提高数控车床的加工效率和精度。
就是关于数控车床换刀程序编程的详细介绍,希望这篇文章能够帮助你更好地理解和掌握数控车床换刀程序的编写技巧,在实际操作中,还需要根据具体的机床型号和加工要求进行相应的调整和优化。
转载请注明来自我有希望,本文标题:《数控车床换刀程序怎么编程》






 京公网安备11000000000001号
京公网安备11000000000001号 浙ICP备17005738号-1
浙ICP备17005738号-1